
Fire Pump System
HVAC Chiller Unit
Centrifugal Chiller
Industrial Water-Cooled Chiller
Fire Pump System
Portfolio
Our Products & Services
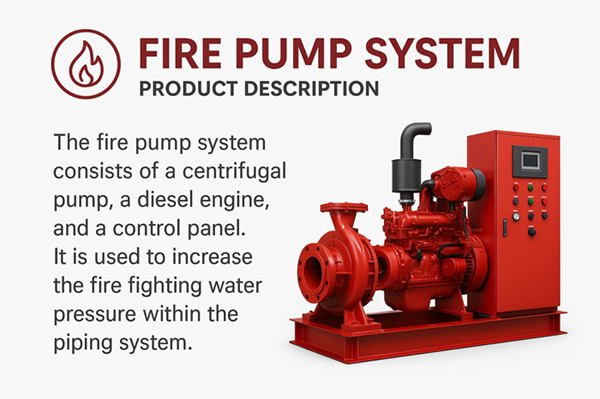
Fire Pump System Product Description
Our fire pump system is designed to provide maximum reliability and performance for modern fire protection needs in commercial, industrial, and institutional buildings. Featuring robust red-painted steel construction, this solution includes powerful electric-driven pumps, precision-engineered piping, and advanced control panels to guarantee efficient water delivery during emergencies.
Key Features
- High-Efficiency Motor: Delivers consistent and reliable water pressure to sprinkler networks and fire hydrants
- Durable Construction: All components are corrosion-resistant for long-term operation in demanding conditionsSafety Compliance: Built to meet international fire safety standards and local regulations.
- Easy Maintenance: Engineered for accessibility, allowing smooth servicing and inspection routines
- Integrated Monitoring: Equipped with control panels for real-time monitoring and automatic operation in emergencies

HVAC Chiller Unit Product Description
Our advanced HVAC chiller unit is engineered to deliver powerful and energy-efficient cooling for commercial buildings, data centers, factories, and institutions. Built with durable components and modern design, this system ensures precise temperature control, optimal airflow, and consistently reliable operation, even in the most demanding environments.
Key Features
Integrated Control Systems: Sophisticated controls allow real-time monitoring, fault detection, and system optimization.
High Cooling Capacity: Designed to efficiently handle large-scale cooling loads for expansive facilities
Energy Efficient Operation: Incorporates advanced technology for lower energy consumption and sustainable performance
Corrosion-Resistant Materials: Rugged, weather-resistant construction for reliable rooftop or outdoor installation.
Low Maintenance Design: Engineered for ease of access, simplifying routine inspections and service.
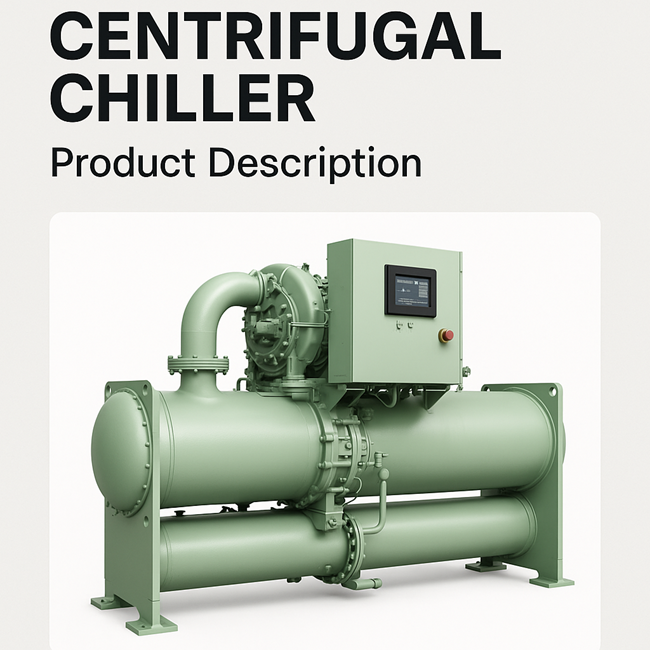
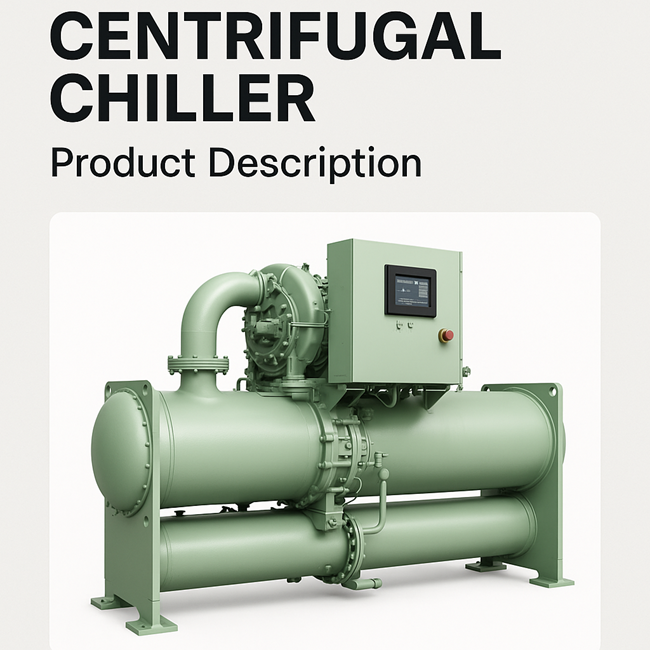
Centrifugal Chiller Product Description
Our centrifugal chiller delivers high-performance cooling for large-scale facilities requiring consistent temperature regulation and energy efficiency. Engineered with robust components and advanced technology, this chiller efficiently handles demanding applications in hospitals, industrial plants, and commercial complexes, ensuring powerful cooling even during peak load conditions.
Key Features
- High Capacity Cooling: Designed for efficient operation in large buildings where substantial cooling is required.
- Energy Optimization: Utilizes advanced compressors and control systems to maximize energy savings and operational reliability.
- Durable Construction: Built with heavy-duty, corrosion-resistant materials for long-term performance in rigorous environments.
- Low Maintenance: Simplified design and quality engineering allow easy service and reduced downtime.
- Precise Control: Digital system integration provides accurate temperature management and diagnostics.

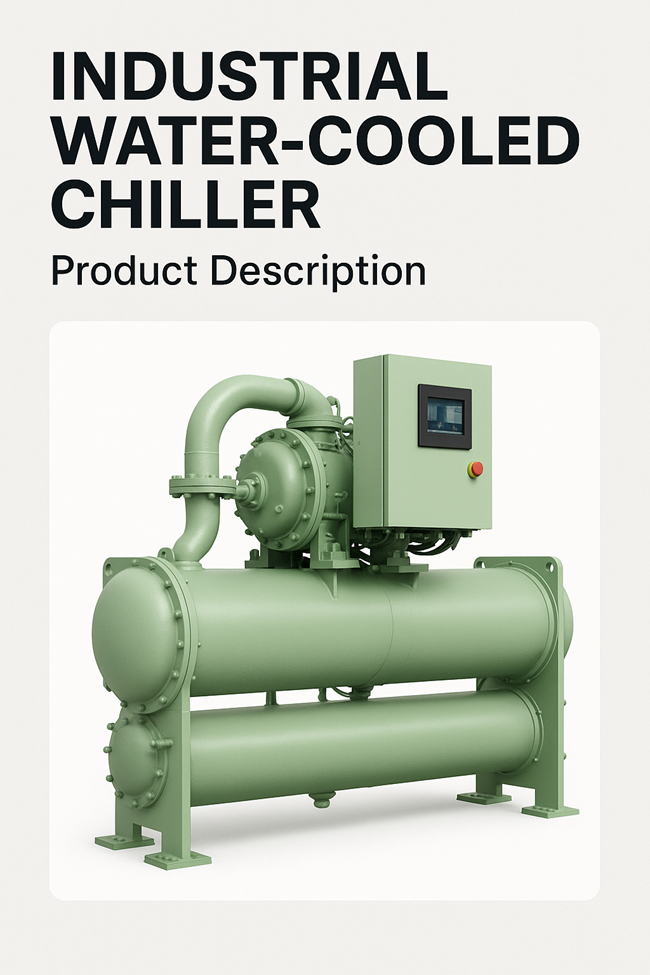
Industrial Water-Cooled Chiller
Our industrial water-cooled chiller is engineered to provide superior cooling performance for demanding environments such as factories, commercial buildings, and process industries. With a robust shell-and-tube heat exchanger, high-efficiency compressor, and intelligent control systems, this chiller ensures energy savings, stable operation, and consistent temperature regulation for critical applications.
Key Features
Low Maintenance Design: Easy access for inspection and servicing simplifies routine maintenance and minimizes downtime
High Efficiency Compressor: Guarantees powerful cooling with minimal energy consumption, suitable for continuous operation.
Shell-and-Tube Heat Exchanger: Provides optimal heat transfer, corrosion resistance, and reliability for prolonged use.
Digital Control Panel: Facilitates precise monitoring, diagnostics, and system optimization for flawless performance.
Durable Construction: Heavy-duty materials and professional assembly deliver outstanding long-term value and safety.
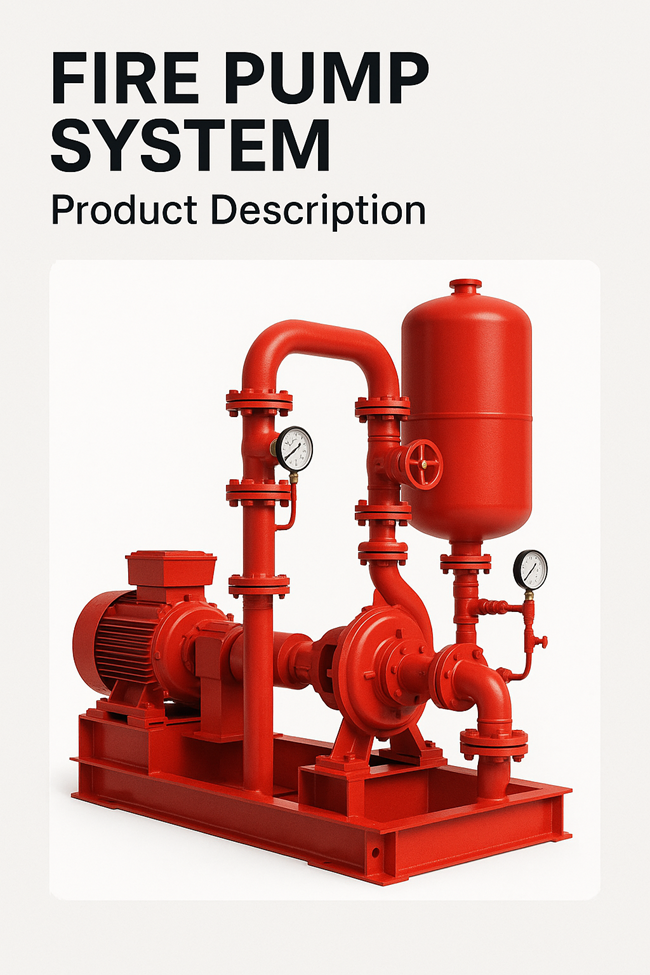
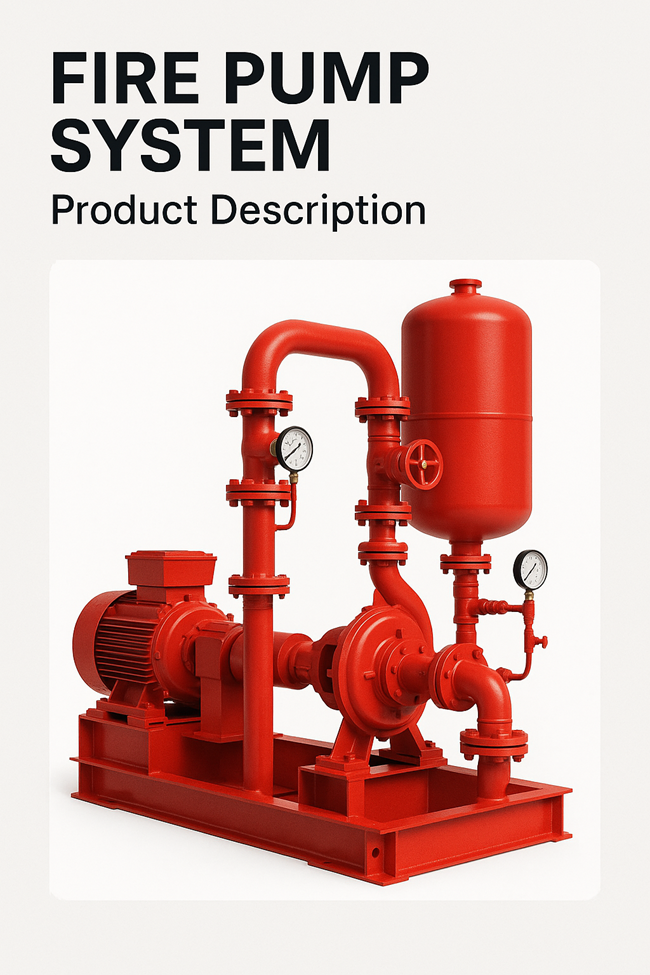
Fire Pump System Product Description
Our fire pump system is designed to provide maximum reliability and performance for modern fire protection needs in commercial, industrial, and institutional buildings. Featuring robust red-painted steel construction, this solution includes powerful electric-driven pumps, precision-engineered piping, and advanced control panels to guarantee efficient water delivery during emergencies.
Key Features
Integrated Monitoring: Equipped with control panels for real-time monitoring and automatic operation in emergencies
High-Efficiency Motor: Delivers consistent and reliable water pressure to sprinkler networks and fire hydrants
Durable Construction: All components are corrosion-resistant for long-term operation in demanding conditionsSafety Compliance: Built to meet international fire safety standards and local regulations.
Easy Maintenance: Engineered for accessibility, allowing smooth servicing and inspection routines
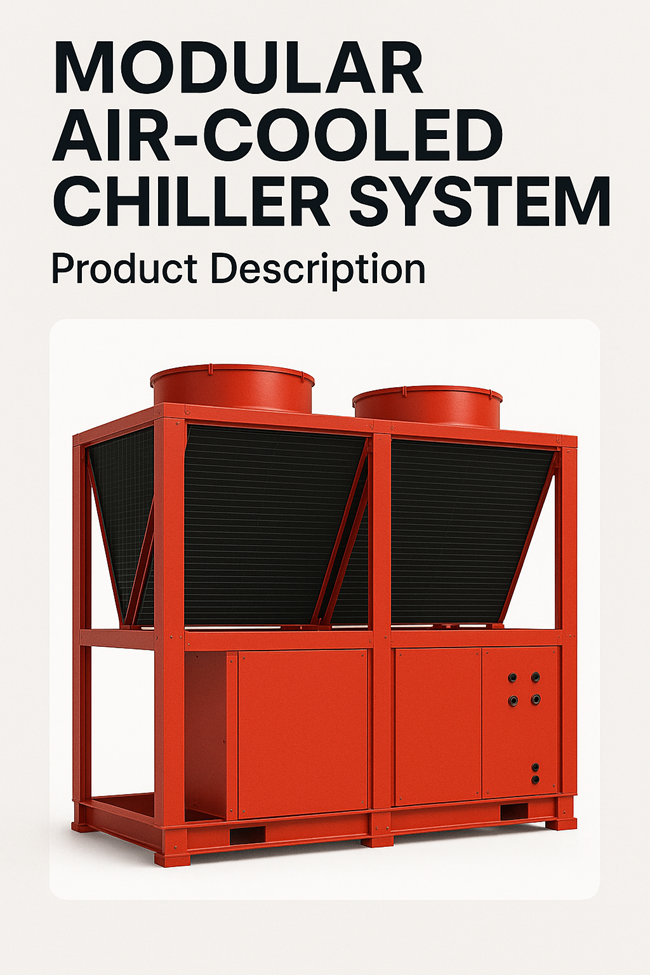
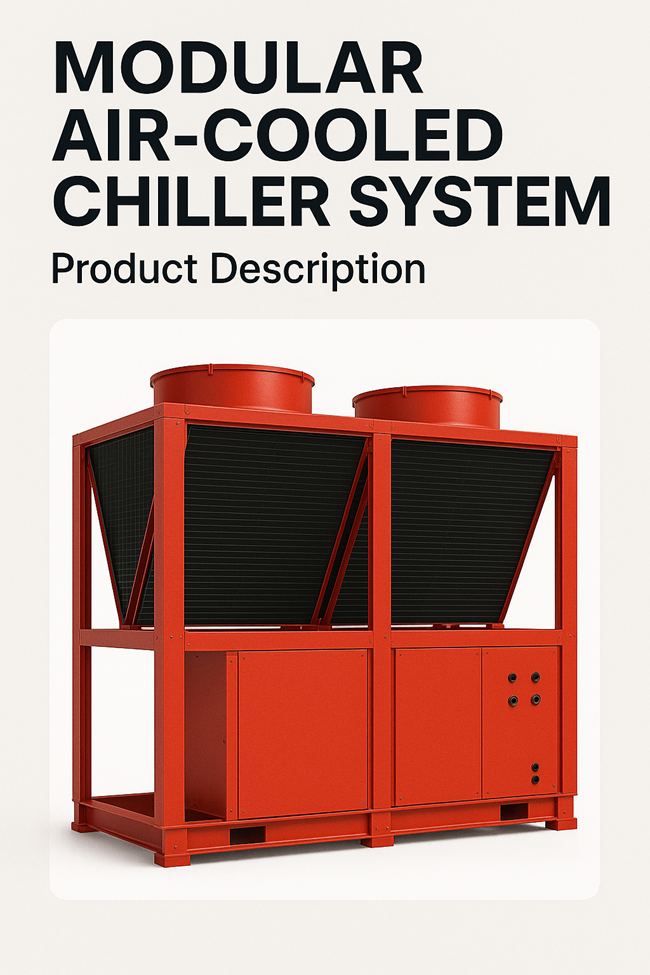
Modular Air-Cooled Chiller System
Our modular air-cooled chiller system is designed for scalable and efficient cooling across office complexes, hotels, data centers, and large institutional spaces. With high-performance units, seamless interconnection through insulated piping, and flexibility to expand capacity as needed, this system delivers reliable temperature control with minimal maintenance and reduced energy consumption.
Key Features
Simple Maintenance: Accessible layout allows for straightforward servicing and rapid component replacement.
Scalable Modular Design: Easily adapts to facility size and expansion requirements, enabling tailored solutions for any application.
Energy Efficient Operation: Cutting-edge compressors and fan technology ensure optimal cooling while minimizing power usage.
Weather Resistant Units: Reliable performance in outdoor installations, built to withstand harsh climates and demanding environments.
Insulated Piping Network: High-quality pipework maintains temperature integrity, reduces thermal losses, and supports efficient system operation.
We help teams build the business of their dreams
At Airport Industrial Supplier, we empower businesses with world-class industrial solutions – from HVAC chillers and fire pump systems to modular cooling and water-cooled technology.
Our mission is simple:
✔ Deliver reliable products
✔ Enhance operational efficiency
✔ Build long-term value for your business
With us, you don’t just buy equipment – you invest in growth, safety, and sustainability.
“Leading the Way in Infrastructure Excellence Empowering growth with expert solutions in construction, fire safety, HVAC, and industrial systems..”
Why Choose Us

Passionate
Efficiency Focused
Our systems are designed to optimize energy usage and reduce operational costs while maximizing output.

Professional
Safety & Compliance
We prioritize safety and quality standards, ensuring every product meets international compliance benchmarks.

Support
Dedicated Support
Our expert team provides end-to-end assistance – from installation to after-sales service – to keep your operations running smoothly.